
Tulejka gwintowana M8 (P=1,25; L=1,5xD) 07311-100 do naprawy gwintu 100szt.





Dostępność:
duża ilość
Wysyłka w:
3 dni
Ocena:
 0
0
Producent:

Kod produktu:
07311-100
Opis
Tulejka gwintowana do naprawy, regeneracji gwintu - rozmiar M8 (P=1,25; L=1,5xD) - 100szt.
(numer katalogowy 07311-100)
- niemieckiego producenta firmy VOLKEL
Tulejki, sprężynki, wkładki gwintowane:
Służą do wzmocnienia gwintów narzędzi o mniejszej wytrzymałości na ścianie, np. wykonanych ze stopów aluminium lub magnezu.
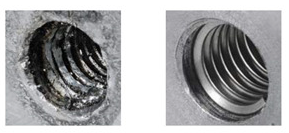
Doskonale sprawdzają się do naprawy zużytych albo uszkodzonych gwintów.
Standardowe wykonanie ze stali nierdzewnej.
Opis produktu:
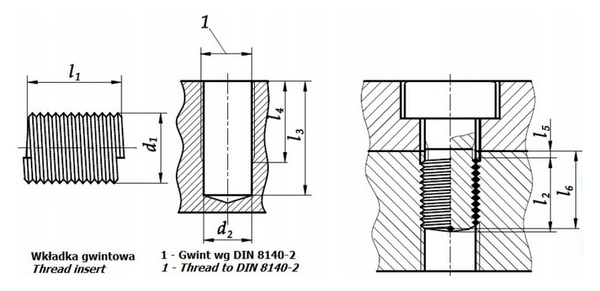
Tulejka gwintowana
- Gwint: M8
- Wymiar P: 1,25
- Wysokość: 1,5 x D (średnica)
- wykonana ze stali nierdzewnej
- 100szt. w opakowaniu zbiorczym
Zastosowanie:
- natapianie stopem twardym gwintów materiałów o ograniczonej wytrzymałości na ścinanie, np. stopów aluminium i magnezu, zastosowanie w produkcji maszyn, technologiach motoryzacyjnych, elektrycznych i medycznych oraz w lotnictwie i lotach kosmicznych
- naprawianie uszkodzonych lub zużytych gwintów. Ponowne wykorzystanie wybrakowanego towaru
Wiercenie:
- nawiercić uszkodzony gwint zwykłym wiertłem krętym
- w przypadku gwintów świec zapłonowych nie zachodzi konieczność nawiercania; w tym wypadku stosuje się narzędzia do wiercenia i nacinania
- należy pamiętać, że przy wygniataniu gwintu wymagane są większe otwory
Kontrola:
- należy sprawdzić czy gwintownik i sworznie gwintowane są zgodne pod względem gwintu i skoku.
Gwint:
- specjalny gwintownik V-COIL nacina dany gwint w nawierconym otworze. Zaleca się stosowanie oleju do nacinania.
Montowanie wkładki gwintowanej:
- nałożyć wkładkę gwintowaną na narzędzie, zwracając uwagę na to, aby czopy zabierające były wstawione w rowki gwintownika, a potem ustawione prawidłowo pierścieniem nastawnym
- następnie, przy lekkim nacisku, wkręcać wkładkę gwintowaną zgodnie ze zwojem gwintu
Nie kręcić przeciwnie do kierunku wkręcania, czop może ulec złamaniu.
Złamanie czopa:
- po wprowadzeniu wyjąć narzędzie i usunąć czop zabierający łamaczem zbieraka
- w przypadku większych wymiarów i przy gwintach świec zapłonowych czop wyciąga się szczypcami ze zwężonymi końcami
- w efekcie, dzięki wąskim i dokładnym tolerancjom, jak również formowaniu gwintu sprężynowego, otrzymujemy gwint, który często jest lepszy i mocniejszy, niż gwint początkowy.
Koszty dostawy
Cena nie zawiera ewentualnych kosztów płatności
Kraj wysyłki: